

流れ 2007年12月号 目次
大気圧マイクロ波プラズマ流による低電力プラズマ溶射
― 特集: 大気圧プラズマ流 ― I:低温プラズマ流 1-(1). 大気圧プラズマ流の研究動向と医療分野への展開 II:熱プラズマ流 1-(6). 水プラズマによる廃棄物処理プロセス ― ASME/JSME合同流体工学会議報告 ― 2. 第5回ASME/JSME合同流体工学会議報告 編集後記 | リンク一覧にもどる | |
|

1.はじめに
溶射は,熱源により溶融もしくは軟化させた材料を加速し,基材表面に衝突させて積層させることにより皮膜を形成する技術である(1), (2).厚い皮膜を高速に作製できる上,高温熱源を用いればセラミック材料の皮膜も作製できるため,各種分野で幅広く使用されている.この熱源としては,燃焼炎などと共に熱プラズマが使用されており,直流アーク放電を用いたDCプラズマ溶射や高周波放電を用いたRFプラズマ溶射が知られている.特にDCプラズマ溶射で用いられる大気圧プラズマ流は,燃焼炎では得られない超高温のガス流であるため,高融点材料の溶融が可能な上,現場施工が容易なため幅広く用いられている.このガス流は溶射粒子や溶射基材への大きな入熱を生じるため,これらを低減する為に低電力化が試みられている(3).しかし,直流アーク放電及び高周波放電において1kW以下での大気圧プラズマ溶射を実現するのは困難であると考えられる.そこで,直流アーク放電や高周波放電に代わる大気圧プラズマの生成法としてマイクロ波放電を適用することを考えた.
2.大気圧マイクロ波プラズマ
マイクロ波プラズマは,その高い温度場や反応性を利用して,物質分析,有害ガスの分解処理,廃棄物の熱処理,医療材料の滅菌,ダイヤモンドやナノチューブの成膜などに様々な分野で広く利用されている (4)(5).特に大気圧マイクロ波プラズマは,無電極放電によりクリーンな高温度場を生成できる優れた特性を持っているため,極微量の元素分析用の熱源として実用化にされている(6).大気圧マイクロ波プラズマをプラズマ溶射に用いた例はあるが,Snのような低融点材料でのみ成膜(7)しか報告されておらず,溶射装置としては実用化されていない.通常の大気圧DCプラズマ溶射では数10kW以上を要するため,10kW以上の大電力を得ることが困難なマイクロ波で同じような溶射を実現することは困難である.しかし,汎用のマイクロ波電源が使用できる1kW程度のマイクロ波プラズマ溶射で成膜が可能となれば,実用化の可能性はあるものと考えられる.そこで,1kW以下の低電力で動作が可能な大気圧マイクロ波プラズマ溶射の開発を目指し,その基礎実験を行った.
3.大気圧マイクロ波プラズマ溶射
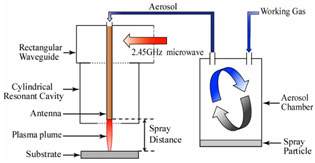
図1にマイクロ波(2.45GHz)を用いた大気圧プラズマ溶射装置を示す.大気圧下で安定にマイクロ波プラズマを生成するために,金属円筒で構成した空洞共振器内の中心軸上に中空アンテナ(先端部の内径2mm)を設置し,その先端にマイクロ波電界が集中する構造とした.この中空アンテナを通じて作動ガスをアンテナ先端に供給することにより,アンテナ先端部で局所的な絶縁破壊を起こし,下流部に向かってプラズマプルームが形成される.一般的なDCプラズマ溶射では,このプラズマプルームの外周部から溶射材料を供給して溶射を行う.しかしながら,本装置ではプラズマ径が小さいため,プラズマプルーム内に外部から安定して供給することは困難と考えられた.そこで,粉末の溶射材料を作動ガスでエアロゾル化し,そのまま作動ガスと共に中空アンテナ内部を通じてプラズマプルームへ供給する方法を用いた.
 |
 |
| (a) | (b) |
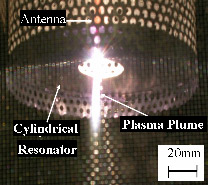 |
図1 大気圧マイクロ波プラズマ溶射装置 (a) 装置外観,(b) トーチ部詳細,(c) 下流から見たプラズマ生成状態 |
| (c) | |
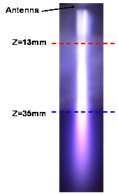
マイクロ波電力1kW,作動ガスAr,作動ガス流量15L/minの条件で生成されたプラズマプルームの形状観察と,発光分光による半径方向のプラズマの温度の空間分布測定を行った結果を図2に示す.半径方向の温度分布の測定には軸対称プラズマを仮定したアーベル変換を用いた.図2(a)よりアンテナの先端の下流域において約40mmのプルーム長をもつ細長いプラズマが安定に生成されている.しかし,上流部ではその中心部に発光の弱い領域が存在する.プラズマの温度の空間分布から,アンテナ先端から13mm下流においては,中心部に発光のないドーナツ状のプラズマが形成されており,そのドーナツ部では約3000Kのプラズマが生成されていた.しかし,さらにその下流の35mmの位置では,半径方向にほぼ一様かつ4000K以上のプラズマが生成されていることが明らかとなった.上流部ではアンテナ先端部の外周から下流に向けてプラズマが生成されるため,アンテナよりガスが噴出す中心部でプラズマが生成していないと考えられる.しかし,その下流部ではアンテナの出口径とほぼ同じ径の高温プラズマが生成されている.よって,溶射材料を中心軸に沿って供給できれば高温度場での滞在時間が長くなるため,溶射は可能と考えられる.
 |
 |
| (a) | (b) |
| 図2 Arプラズマの分光測定結果 (a) Arプラズマと分光測定位置(Z=0mm:アンテナ先端) (b) 半径方向の温度分布 |
|
溶射では,温度場と共に溶射粒子の飛行速度が重要な皮膜形成因子となる.そこで,前述の作動条件で作動ガスによりエアロゾル化した溶射粒子を供給し,その飛行速度を測定した結果を図3に示す.プラズマの有無による粒子の加速効果を調べると共に,溶射粒子の粒径の影響についても調査した.溶射材料としては,φ3μm およびφ75μm のCu粒子を使用した.φ3μmのCu粒子の平均粒子速度はプラズマ有の状態で59m/s,プラズマ無しの状態で44m/sであった.また,粒径の増加によりさらに遅くなっている.エアロゾルを供給するアンテナ出口における平均ガス流速は約80m/sであることから,粒子の飛行速度はガス流速に比べてかなり遅いものである.これは,100m/s以上の飛行速度が得られる大気圧DCプラズマ溶射に比べて非常に遅い.しかし,プラズマ内での粒子の滞在時間を長くすることができるため,低電力で溶射粒子を溶融もしくは軟化できる可能性がある.
図3 溶射粒子の飛行速度測定結果
本装置によるプラズマ溶射の可能性を明らかにするため,Cu粒子を用いて溶射実験を行い,得られた皮膜の評価を行った.プラズマの生成条件は,上記と同じとし,基材にSS400を用い,溶射距離40mm,基材移動速度5mm/sとした.図4の写真は左から,溶射粒子,溶射皮膜外観,溶射皮膜断面,単一の溶射粒子の捕集結果を示す.粒径によらず皮膜の作製が可能であるが,上段のφ3μm Cu粒子の実験において,より気孔が少なく緻密な組織を持つ皮膜が作製された.これは,図3の飛行速度からφ3μmの粒子で高い飛行速度が得られたことが影響していると考えられる.また,粒子捕集結果より,φ3μm およびφ75μmのCu粒子は共に溶融を伴って偏平しており,1kWクラスの大気圧マイクロ波プラズマを溶射に用いることができることが示された.
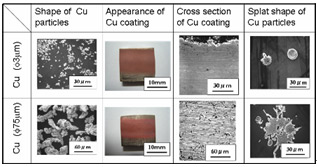
図4 Cu粉末の溶射実験(左から溶射粒子,溶射皮膜外観,溶射皮膜断面,粒子捕集により得られた単一の溶射粒子偏平状態)
4.おわりに
本研究では,大気圧マイクロ波プラズマ流により低電力プラズマ溶射が可能であることを示した.図5は,熱衝撃に弱いガラス基材に溶射したものであり,本装置により基材への入熱を下げることにより溶射が可能となったと考えられる.さらに,プラズマ径を小径化することにより,プラズマ溶射による微細領域への皮膜形成などへも応用も可能と考えられる.なお,現状では高融点材料の溶射は困難であるが,トーチ部の改良やプラズマ生成条件によりその適用の可能性を調査している.
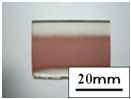
図5 ガラス基材上へのCu粉末の溶射実験
参考文献
| (1) | 蓮井淳,溶射工学 新版,産報出版(1996). |
| (2) | 日本溶射協会, http://wwwsoc.nii.ac.jp/jtss/index-j.htm |
| (3) | C. Li, B. Sum, Mater. Sci. Eng. A379(2004)92. |
| (4) | マイクロ波応用技術研究会,初歩から学ぶマイクロ波応用技術,工業調査会(2004) |
| (5) | 電気学会・マイクロ波プラズマ調査専門委員会,マイクロ波プラズマの技術,オーム社(2003) |
| (6) | Y. Okamoto, Anal. Sci., 7(1991) 283. |
| (7) | P. Mavromatidis, A. Shaw, A. I. Al-Shamma’a, J. Lucas and W. Lucas, J. Mater. Process. Technol. 153-154(2004) 294. |