

流れ 2006年12月号 目次
― 特集: CFDを用いた流体機械最適設計の最前線 ―
| リンク一覧にもどる | |
サンデン(株)における自動車用エアコン開発へのCFD活用事例
|
|

1. はじめに
近年,自動車部品にはその基本性能はもとより,省エネ,省動力,リサイクル性といった環境性能との高いレベルでの両立が求められている.さらに,試作レス等による大幅な開発効率化や開発期間短縮,初期品質の向上も非常に重要なテーマである.
サンデン ( 株 )カーエアコン事業ではこれら実現のツールとして CFD ソフト, Star-CD および CAO ソフト, modeFrontier (以下, Frontier )を導入し,カーエアコンシステムを主とする製品開発に活用している.
カーエアコンシステム(図1)は大別すると;
- 冷媒系:熱交換器(エバポレータ,コンデンサ),コンプレッサ
- 空気系:ブロワユニット, HVACユニット
から構成されている.これらの性能は,いずれも動作流体の挙動に大きく依存するため, CFD は設計段階での性能予測の重要なツールとなっている.
これらのうち,本報では CAO アプリケーションソフトの黎明期である 2002 年に行った HVACユニット CFD 解析の効率化,その簡易形状に対して行った CAO の試行および熱交換器フィンについての CFD と CAO の事例を紹介する.
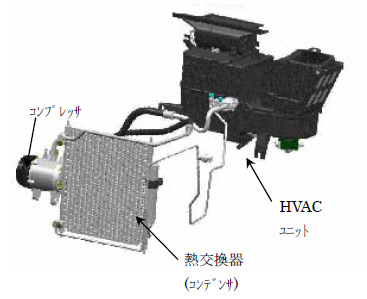
図 1 エアコンシステム
2. 事例(1) HVAC ユニット
2-1 HVAC 内流れ解析の課題
HVAC ユニットは空調性能の優劣を最終的に決定付ける重要なコンポーネントであると同時に車種,車格によって形状,仕様が異なり,非常に多くのバリエーションについての開発を短期間に完了しなければならない.さらに表1に示すような多種多様な空調モードの全てについて解析評価を行う必要があるため,解析ターンアラウンドタイムの短縮が強く求められる.
表1 HVAC 解析モードの一例
| 吹出口モード | 温調モード |
| VENT | Full Cool |
| BiLevel | |
| Foot | |
| DEF/Foot | |
| DEF | |
| (計: 5 Mode ) | (計: 10Mode ) |
| 合計: 30 Mode/1 設計モデル | |
2-2 PROAM による格子生成時間短縮
解析ターンアラウンドタイムは当初,格子生成時間がその大半を占めていたため, CAD データ( STL 形式データ)を利用する半自動格子生成ソフト, PROAM を導入してこれの短縮を実現した.その効果を図2に示す.なお, PROAM では Hexa ベースの Trimmed セルを採用している.
図2 PROAM による格子生成時間短縮
PROAM 導入のメリットとしては;
-
計算時間,所要メモリ量の大幅な増大なしに格子生成過程の自動化(時間短縮),標準化ができ, HVAC 設計者による CFD 解析が可能になった(表2参照).
表2 セルのタイプによるモデルサイズの比較
セルタイプ 流体セル数 所要メモリ量 従来手法 Hexa 21 万セル 115M PROAM ・ Trimmed 31 万セル 200M < 参考 >Tetra 80 ~ 90 万セル ---
- Hexa ベースのため格子数,モデルサイズの事前見積もりが容易にできる.
- 境界条件等の解析設定を行う PROSTAR と同じ環境下で自動格子生成ができる.
などが,また課題としては;
- Trimmed セル作成時の処理計算時間短縮ノウハウの蓄積
- Trimmed セルとポーラス設定セルの接合,完全不連続接合などの制限回避ノウハウ
- Tetra との複合 / ハイブリッド化の検討とノウハウ蓄積
などが挙げられる.
図3に HVAC ユニットに対する PROAM ・ Trimmed セルの様子,図4に Z=0 断面における速度と圧力の解析結果例を示す.
 |
 |
| (a) Trimmed セル | (b) Z=0 断面の Trimmed セル |
図3 HVAC についての Trimmed セル作成状況
 |
 |
| (a) 速度分布 | (b) 圧力分布 |
図4 PROAM セルでの解析結果例( Z=0 断面)
2-3 Frontier による形状パラメータ最適化
さらなる効率化,初期品質向上をめざし, CAO ソフト, Frontier による HVAC 形状パラメータの最適値探索を試みた.今回の試行では実ユニットを簡略化したモデルを対象とし,形状の変更は PROSTAR のブロックメッシュとマクロ機能を用いて行った.図5にモデル形状を示す.
図5 CAO 対象とした HVAC モデル形状
最適値探索を行う形状パラメータは図5に示した X1 ~ X3 , Y1 , Z1 ~ Z2 および入口流入角 ( θ ) の7個で,可変範囲,刻み幅は表3の通りである. Frontier から指定されるこれらのパラメータを PROSTAR が受け取り,計算格子が自動生成される.
表3 パラメータと変更範囲
| パラメータ | 最小 | 最大 | 刻み幅 |
| X1 | 35 | 65 | 5 |
| X2 | 5 | 35 | 5 |
| X3 | 15 | 60 | 5 |
| Y1 | 0 | 120 | 10 |
| Z1 | 15 | 130 | 5 |
| Z2 | 170 | 285 | 5 |
| θ | 0 deg | 30 deg | 2 deg |
目的関数は,表4に示した3種とした.つまり,圧損を最小にして大風量を確保するとともにエバポレータ下流の風速分布を均一化させて温度コントロール性を良好に維持する形状探索問題である.
表4 HVAC 最適値探索の 目的関数
| 項目 | 評価方法 | 評価 |
| ユニット圧損 | 入口 , 出口圧力差 | 最小 |
| 速度不均一度A | 評価面Aの速度標準偏差 | 最小 |
| 速度不均一度B | 評価面Bの速度標準偏差 | 最小 |
CAO 解析は,多目的関数に対応する MOGA ( Multi Objective Genetic Algorithm )を用い, 20 世代について計算した.総計算数は 390 ケースで,断面A,Bの速度分布均一度(標準偏差)とユニット圧損とのトレードオフの関係が明らかとなった.その様子を図6に示す.
 |
 |
| (a)圧損と断面A | (b)圧損と断面B |
図6 圧損と断面速度分布標準偏差の関係
図7に圧損と断面A速度標準偏差パレート線上での代表ポイントにおける形状と流入口Z方向中心断面での速度ベクトル図を示す.図7から,本ケースでは低圧損はエバポレータ上流流路を徐々に絞る(図5の Y1 →大)ことにより,また均一なエバポレータ下流速度分布はエバポレータ上流の流路幅を確保するとともに流入口をエバポレータ側に傾斜させる( X1 ,θ→大, Y1 →小)ことによって達成できることがわかる。
図7 HVAC における形状パラメータ最適値探索結果
( 代表ケースの形状と速度分布)
3. 事例(2)熱交換器フィン
3-1 熱交換器フィンの CFD 解析
本報で紹介する自動車用エアコン・コンデンサの空気側フィンには,図8に示すような細かいルーバが切られ伝熱促進が図られている.更なる高性能化,高効率化,小型化のため,対象車両や必要とされる能力に応じた最適なルーバの枚数,角度,板厚など種々のパラメータを決定する必要があるが,パラメータ数が多く,試作・試験によっていては莫大なコスト、時間を要するため CFD を用いたパラメータチューニングが多く用いられている.

図8 フィンルーバ形状
3-2 2次元解析
解析コストの有利さから,まず簡便な2次元解析による検討を行った.図9に解析結果の一例を示す.このような解析から,フィンの圧損と放熱特性を求め実験と比較した.
図9フィンルーバまわり解析結果例(温度分布)
図 10 に風速と,実験・解析ともに風速6 m/sec での値で正規化した圧損と熱流束との関係を示す.
特に熱流束については 2 次元解析では定量的な評価はできないが,定性的な比較・評価は,簡便な 2 次元解析で十分可能であり,設計活用がなされている.
 |
 |
| (a)正規化圧損 | (b)正規化熱流束 |
図10 風速と正規化圧損,正規化熱流束の関係
なお,2次元解析は,形状パラメータおよび解析条件を入力するのみで完全に自動で格子生成および条件設定できる PROSTAR のマクロを作成し,熱交換器設計者自身による解析が可能になっている.さらに,本マクロをほぼそのまま用いて次に述べる Frontier による形状パラメータの最適値探索を行った.
3-3 Frontier による形状パラメータ最適化
フィンの2次元形状についても Frontier による最適値探索の試行を行った.対象形状は図8と同様のコンデンサ・フィンである.図 11 および表5に最適値探索を行う対象パラメータを示す.
図 11 形状とパラメータ
表5中,フィン全長 (L) は,ルーバ枚数 (AN) ・ピッチ (pitc) 、前(後)部水平ルーバ長 (ahf) および中央部水平ルーバ長 (ahc) の総和から決定され,これらとLとを独立して変更することはできない.このため,新たに前(後)部・中央部水平ルーバ長比 , r を;
とし,ahfとahcを L,AN,pitc および r の関係式で与えられる従属変数として扱った.r = ahf/ah c
表5 形状パラメータ
| パラメータ | |
| ( 記号 ) | |
| ルーバ角度 | ang |
| ルーバ枚数 | AN |
| ルーバピッチ | pitc |
| 前(後)部水平ルーバ長 | ahf |
| 中央部水平ルーバ長 | ah c |
| 板厚 | t |
| フィン全長 | L |
水平ルーバ長比によって修正した形状パラメータおよび各パラメータの振り幅は表6の通りである.
表6 水平ルーバ長比を導入した形状パラメータ
| パラメータ | 単位 | 最小 | 最大 | 刻み幅 | |
| 記号 | |||||
| ルーバ角度 | ang | deg | 21 | 28 | 1.0 |
| ルーバ枚数 | AN | 枚 / 片側 | 4 | 6 | 1.0 |
| ルーバピッチ | pitc | mm | 0.2 | 1.0 | 0.1 |
| 板厚 | t | mm | 0.08 | 0.10 | 0.01 |
| 水平ルーバ長比 | r | --- | 0.1 | 0.9 | 0.1 |
| フィン全長 | L | mm | 13 | 15 | 1.0 |
Frontier が指定するこれらのパラメータを PROSTAR が受け取り,予め作成したマクロによって計算格子が自動生成される.
目的関数は表7に示す通り,圧損最小,フィンからの熱流束最大の2種とした.このため CAO 解析は HVAC と同様, MOGA を用い, 10 世代について計算を行った .
表7 フィン・最適値探索の目的関数
| 項目 | 評価方法 | 評価 |
| 圧損 | 入口 , 出口圧力差 | 最小 |
| 熱流束 | フィン表面熱流束 | 最大 |
図 12 に得られた圧損と熱流束の関係を示す.本計算過程においてはパラメータが同一の値を取るケースが多く発生し,総計算数は約 60 ケースで終了した.これは、圧損と熱流束はほぼ完全にトレードオフの関係をとり,パレート線上から大きくはずれた値を取りにくいためであったと考えられる.
図 12 には,パレート線図上の、代表ケース3点についてフィン近傍の温度分布を同時に示した .
図 12 熱交換器フィンにおける形状パラメータ最適値探索結果
( 代表ケースの形状と温度分布)
熱流束 : 小,圧損 : 小 になるに従って中央部の水平ルーバ長が長く,全体的に平板に近づく.また,熱流束 : 大,圧損 : 大になるにつれ,傾斜ルーバ長が大きくなり主流への突き出し量が増してくる,いわば順当な結果を示した。最も大きな熱流束を示した Case058 の形状は,通常用いるフィン形状とほぼ同一であり,現在のフィン形状が高熱流束・高圧損型であることがわかる.
4. まとめ、その後と今後の課題
- PROAM の活用により解析負荷の大きな増大なしに HVAC 解析格子生成の半自動化と標準化およびターンアラウンドタイムの短縮が実現でき,設計者による解析実施の道が開かれたが,一部で発生する不適合セルの修整が課題となった.
- その後、さらなる解析効率向上と標準化のため,マシンパワーの飛躍的増大と価格の大幅低下にも後押しされて順次 Tetra 系自動格子への移行を行った.
- フィンについては簡便な2次元フィン解析の適用と解析の自動化によりフィン開発過程への浸透が図られた.今後は.相変化解析を含めた熱交換器全体の性能予測へ発展させたい.
- HVAC ,フィン形状パラメータの CAO 試行では,順当な結果を導き出し得,自動解析により大量の知見が比較的短時間で得られる可能性のあることがわかったが,活用にあたってはパラメータ,目的関数,その評価方法についてのノウハウやアプリケーション側の自動格子生成,解析実行,結果評価についてのノウハウなど,製品,ソフト,ハードについての高度 / 広範な知識が必要であることがわかった.
- 本試行実施時には形状パラメータを変更した際の格子の再生成が大きな課題であった.現在は, Mesh Morphing 技術の発達と普及および PC クラスタの普及により本試行時とは比較にならない精密性,柔軟性,安定性をもった形状最適化が可能であり,鋭意取り組み中である.
最後に, PROAM の実機応用および modeFrontier による CAO 試行は ( 株 ) シーディー・アダプコ・ジャパン殿の多大な支援によって実施できました.謝意を表します.