

流れ 2007年12月号 目次
― 特集: 大気圧プラズマ流 ― I:低温プラズマ流 1-(1). 大気圧プラズマ流の研究動向と医療分野への展開 II:熱プラズマ流 1-(6). 水プラズマによる廃棄物処理プロセス ― ASME/JSME合同流体工学会議報告 ― 2. 第5回ASME/JSME合同流体工学会議報告 編集後記 | リンク一覧にもどる | |
機能性に特化したアーク流動システム
|
|


1.はじめに
大気圧下において直流放電により生成されるアーク流は,電子温度とガス温度が等しい熱平衡プラズマ流であり,その温度は10000 K以上にも達する.また,アーク流は高エネルギー密度,化学的高活性,電磁場制御性,変物性等の特徴を有する代表的な多機能性流体である[1, 2].そのため,大電力アーク流は,安定かつ高制御な熱源として,溶接などの材料プロセス,焼却灰溶融処理などの環境プロセスなど工業的に幅広く応用されている[3].さらに近年では,低電力でパルスアーク放電の非平衡プラズマ流を用いて酸素ラジカル、窒素ラジカルや窒素酸化物等の高活性化学種を空気流中に高濃度で発生させることにより,燃焼速度が増加し,着火促進することが報告されており,燃焼効率向上のための革新的技術の一つとして期待されている[4].また,小型のパルスアーク同軸型トーチを用いることにより,局所的な酸化膜や窒化膜の形成や,表面改質を容易に行うことが可能となる.
本稿では,機能性に特化したアーク流動システムの構築およびその最先端技術応用として著者らの研究グループがこれまで積極的に行ってきた統合モデルによるアーク溶融システムの最適化[5]とパルスアーク放電による空気プラズマ流の高機能化[6]について紹介する.
2.統合モデルによるアーク溶融システムの最適化
前述のように,アーク流の持つ高エネルギー密度および電磁場応答性という特徴を活用し,産業界では溶接や焼却灰溶融処理等のアーク溶融システムが広く用いられている.しかし,アーク溶融システムは,大電力消費型のプロセスであるなどコスト面での問題が指摘されており,溶融性能の向上につながる最適な作動条件の抽出が産業分野から強く要望されている.そこで,著者らの本研究グループでは,まず,図1に示すように,アーク流と電極,溶融地との複雑干渉および陽極内の固相,液相および固液共存相を考慮した新たな統合モデルを構築した.次いで,アーク溶融システムの性能向上に関する基礎資料を提供することを目的とし,この統合モデルに基づいて,複雑干渉を伴うアーク溶融システムの仮想実験を行い,作動条件による溶融パターンの変化を明らかにすると同時に,陰極先端角の影響を解明した.
図2に陰極先端角が60度のときのアーク発生から20秒後の溶融地形状を示す.なお,図中の波線は実験結果である[7].固液共存相を考慮することにより,計算結果と実験結果とに良い一致が見られ,統合モデルの妥当性が評価される.
図3(a), (b)に陰極先端角が60度および30度のときのアーク流および溶融池の二次元温度分布を示す.陰極先端角が30度の場合,先端角が60度の場合と比較して溶融地の形状は浅く半径方向に広がる.これは,先端角が30度の場合,陰極先端での電流集中が大きく,ジュール加熱により14000 K以上の高温域が半径方向に広がること,またローレンツ力により溶融液面に衝突するアーク流(カソードジェット)が加速され,より大きなせん断力が陽極面上において作用することによる.
図4に陰極先端角に対する(a) 投入電力,陽極への熱変換量および熱変換効率(陽極への熱変換量の投入電力に対する比),(b) 溶融断面積の変化をそれぞれ示す.陰極先端角度を大きくすると,投入電力が減少するが,80 %程度の熱変換効率が維持される.また,陰極先端角度を変化させることで,アーク溶融システム内の熱流動は大きく変化し,実際のように陰極先端角度が60度付近において溶融効率は最も高くなる.
 |
| 図1 統合モデルによるアーク溶融システムの解析領域 |
 |
| 図2 溶融地形状の計算結果および実験結果との比較 |
 |
 |
| (a) | (b) |
図3 アーク溶融システムにおけるアーク流および溶融池の二次元温度分布 |
|
 |
 |
| (a) | (b) |
| 図4 カソード先端角が(a) 熱変換効率,投入エネルギー,陽極への熱投入量および(b) 溶融池の断面積に与える効果 | |
3.パルスアーク放電による空気プラズマ流の高機能化
本研究では,パルスアーク放電により,低消費電力,酸素ラジカル等の高活性化学種を高濃度で発生させるための最適条件を実験的に詳細に検討した.活性化された空気流を内燃機関に流入させることにより,自己着火の促進,または着火遅れの低減や燃焼速度の増加などの効果が期待される.また,小型同軸トーチを用いることで,材料表面で局所的に酸化膜や窒化膜を形成することができるという利点がある.
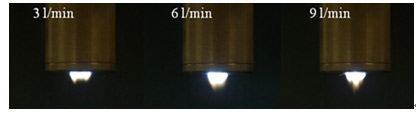
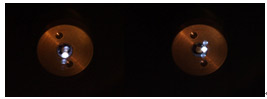
図5 (a), (b)に圧力100 kPa,パルス周波数600 Hzおよびデューティ比0.5の条件下で生成した空気プラズマ流の発光写真をそれぞれ示す.トーチへの供給空気流量を3 l /minから6 l /mに増加させた場合,流速の増加に伴い,空気プラズマ流は2 mmから4 mmに伸長する.一方,供給流量を6 l /minから9 l /minに増加させた場合には,空気流への供給エネルギー密度の減少により,空気プラズマ流の伸長は見られない.また,図5(b)はトーチの出口側から撮影した放電写真であるが,放電は周方向に一様ではなく,ある一点でのみ起こり,放電位置は時間的に周方向で変化する.
図6 (a), (b)に様々な圧力の下でパルスデューティ比および周波数を変化させた場合の酸素ラジカルの発光強度をそれぞれ示す.なお,一般に発光強度は数密度に比例するので,酸素ラジカルの発光強度の変化は,酸素ラジカルの数密度の変化に対応する.酸素ラジカルの発光強度は周波数には依存しないが,デューティ比の増加に伴い,酸素ラジカルの発光強度は増加する.また,雰囲気圧力が高いほど酸素ラジカルの発光強度は高くなり,その傾向はデューティ比が大きいほどより顕著に現れる.本条件下における投入電力は最大でも380 W程度である.
(a)
(b)
図5 パルスアーク放電による空気プラズマ流の発光写真
(a) 正面からの写真,(b) トーチ下方からの写真
 |
 |
| (a) | (b) |
| 図6 圧力に対する酸素ラジカルの発光強度 (a) デューティ比の効果,(b) 周波数の効果 |
|
4.まとめ
アーク流の有する種々機能性について述べ,次いでその機能性に特化したアーク流の応用として,溶接や焼却灰溶融処理等に見られるアーク溶融システムの最適化,さらには燃焼促進や酸化膜,窒化膜の局所形成,局所表面改質への応用を想定した低消費電力型パルスアーク放電による空気プラズマ流の高機能化について著者らの研究グループにおける最近の代表的成果を紹介した.
参考文献
| [1] | 機能性流体・知能流体,日本機械学会編,コロナ社,(2000). |
| [2] | 西山秀哉,佐藤岳彦,解説:プラズマ流体の機能力学と先端応用,日本実験力学会,vol. 7, No.3 (2007), pp. 205-212. |
| [3] | プラズマ材料科学ハンドブック,日本学術振興会プラズマ材料科学第153委員会,オーム社,(1992). |
| [4] | S. A. Bozhenkov, S. M. Starikovskaia and A. Yu, Starikovskii, Chemical Reactions and Ignition Control by Nanosecond High-Voltage Discharge, AIAA paper 2001-2949, (2001). 他 |
| [5] | H. Nishiyama, T. Sawada, H. Takana, M. Tanaka and M. Ushio, Computational Simulation of Arc Melting Process with Complex Interactions, ISIJ International, vol. 46, no.5 (2006), pp. 705-711. |
| [6] | 西山秀哉,釣健士,清水洋文,片桐一成,高奈秀匡,仲野是克,燃焼促進のためのパルス放電による空気プラズマ流の高機能化,日本機械学会 流体工学部門講演会講演概要集, (2006), p.21. |
| [7] | M. Tanaka, H. Terasaki, M. Ushio and J. J. Lowke, Numerical Study of a Free-burning Argon Arc with Anode Modeling, Plasma Chemistry and Plasma Processing, 23 (2003), pp. 585-606. |